Angle Head
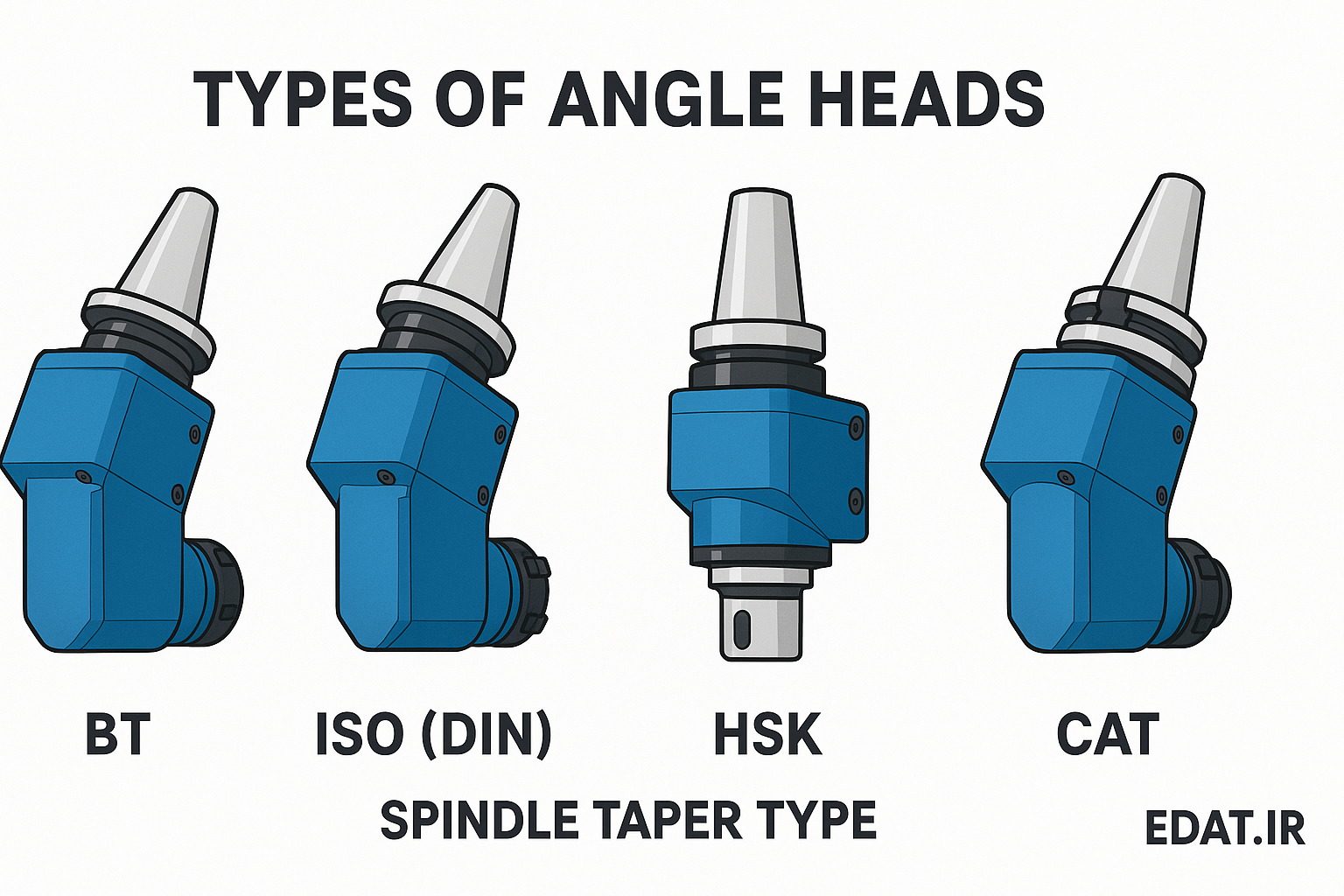
انواع انگل هد بر اساس نوع اتصال یا Spindle Taper Type
خرداد
مقاله تخصصی: تحلیل جامع و پیشرفته انواع انگل هد بر اساس تیپرهای اسپیندل (Spindle Taper Types)
مقدمه
در چشمانداز توسعه فناوریهای دقیق ماشینکاری، بهرهگیری از ابزارهای مکانیکی چندمنظوره و انعطافپذیر بهعنوان شاخصی کلیدی برای افزایش بهرهوری، کیفیت سطح، و کاهش هزینههای عملیاتی محسوب میشود. در میان این ابزارها، «انگل هد» (Angle Head) بهعنوان یکی از اجزای محوری در بهینهسازی فرآیندهای ماشینکاری زاویهدار، جایگاهی انکارناپذیر یافته است. این ابزار با قابلیت انتقال گشتاور اسپیندل به زوایای غیراستاندارد، امکان ماشینکاری دقیق در سطوح غیرقابلدسترس و مقاطع پیچیده هندسی را بدون نیاز به تغییر موقعیت قطعه یا فیکسچر فراهم میآورد.
در این مقاله،ضمن ارائه تحلیلی جامع از سازوکار Angle Head، به واکاوی دقیق انواع تیپرهای اسپیندل بهعنوان رابطهای دینامیکی بین اسپیندل و ابزارگیر میپردازیم. تیپرهایی نظیر SK40، CAT40، CAT50، HSK-A63 و HSK-A100 نهتنها در پایداری و دقت فرآیند مؤثرند، بلکه بهطور مستقیم بر طول عمر ابزار، کیفیت سطح نهایی، و هزینههای نگهداری و تعمیرات تأثیر میگذارند. مقاله حاضر با نگاهی چندوجهی، از منظر مکانیک کاربردی، تحلیل دینامیکی و اقتصاد مهندسی، به ارزیابی جامع عملکرد این تیپرها در سیستمهای Angle Head میپردازد.
۱. تحلیل ساختاری و عملکردی Angle Head در فرآیندهای ماشینکاری پیشرفته
Angle Head یا همان ابزار انتقال زاویهای گشتاور، با تکیه بر طراحی دقیق چرخدندههای مخروطی و سیستمهای یاتاقانبندی تقویتشده، امکان اجرای عملیات ماشینکاری در زوایای عمود یا مایل نسبت به محور اصلی اسپیندل را فراهم میآورد. این ابزار با بهرهگیری از ساختار ماژولار، امکان تعویض سریع اجزا، تنظیم زاویه دلخواه، و یکپارچگی با انواع ابزارگیر را ارائه میدهد.
مزایای عملیاتی Angle Head عبارتند از:
- افزایش قابلتوجه دسترسی ابزار در نواحی دارای محدودیت هندسی یا هندسه پیچیده
- کاهش نیاز به مراحل اضافی جابهجایی قطعهکار یا طراحی فیکسچرهای خاص
- افزایش عمر ابزار بهواسطه توزیع یکنواخت نیرو و به حداقل رساندن Runout
- بهینهسازی مصرف انرژی و کاهش بار وارده به اسپیندل
۲. تحلیل مکانیک تماس در تیپرهای اسپیندل
در سیستمهای اتصال ابزار به اسپیندل، تیپر بهعنوان نقطه تماس اولیه و کلیدی، نقشی حیاتی در پایداری مکانیکی و دقت انتقال نیرو ایفا میکند. از منظر تحلیل مکانیک جامدات، تماس بین سطوح مخروطی موجب تمرکز و توزیع خاص نیرو میشود که بر حسب طراحی زاویه، متریال، و صلبیت اتصال، نتایج عملکردی متفاوتی پدید میآورد.
شاخصهای مهم در ارزیابی تماس تیپر عبارتند از:
- زاویه مخروطی و شعاع انتقال نیرو
- نوع تماس (تکمحور یا دوگانه: محوری و شعاعی)
- دمای کاری و اثرات انبساط حرارتی بر هممحوری
- ظرفیت میرایی ارتعاش و مقاومت در برابر لغزشهای میکرونی
- تأثیر زبری سطح و عملیات نهایی سطحکاری بر اصطکاک مؤثر
۳. معرفی، طبقهبندی و تحلیل عملکردی استانداردهای رایج تیپر
در این بخش، انواع تیپرهای رایج مورد استفاده در ماشینابزارها و بهویژه در اتصال Angle Head، با تمرکز بر جزئیات مهندسی، ویژگیهای مکانیکی، شرایط عملکردی، و کاربردهای خاص هر استاندارد بررسی و تحلیل میشوند. همچنین به تبیین ابعاد فنی، مزایا و محدودیتهای هر نوع تیپر در مواجهه با چالشهای مهندسی واقعی مانند بارگذاری نامتقارن، سرعتهای چرخشی بالا، لقی محوری-شعاعی، ظرفیت انتقال گشتاور و سهولت تعویض ابزار پرداخته میشود.
در این تفسیر فنی، استانداردهای مختلف تیپر نظیر SK، CAT، HSK، BT، BIG-PLUS، DIN، KM و NT از منظر هندسه اتصال، رفتار دینامیکی، هممحوری در بارگذاری پیچیده و تاثیر آن بر هندسه نهایی قطعه، مورد ارزیابی دقیق قرار میگیرند.
SK40 – مقرونبهصرفه و کلاسیک
- استاندارد: JIS B 6339
- زاویه مخروط: ۷:۲۴
- حداکثر سرعت: ۸۰۰۰ RPM
- نیروی قفلکننده: ~۲۵ kN
ویژگیها: طراحی مقرونبهصرفه برای کاربردهای عمومی، مناسب برای محیطهایی با تلرانس متوسط، حساس به انحراف محوری در سرعتهای بالا.
CAT40 – تطبیقپذیر با ساختار مستحکمتر
- استاندارد: ANSI B5.50
- ساختار قویتر نسبت به SK40 با همان زاویه مخروط
- RPM حداکثر: ۶۰۰۰
- نیروی گیره: ~۳۰ kN
ویژگیها: ثبات ابعادی بالا، مناسب برای تولید نیمهسنگین، عملکرد مناسب در خطوط با ارتعاش کم.
CAT50 – قدرتمند اما سنگین
- زاویه مشابه ولی قطر و وزن بیشتر
- حداکثر RPM: 5000
- نیروی نگهداری: ~۴۰ kN
ویژگیها: انتقال گشتاور بالا، اما با محدودیت در سرعت و نیاز به ماشینهای قویتر.
HSK-A63 – نوین، دقیق و سبک

- استاندارد: DIN 69893-1
- زاویه مخروط: ۱:۱۰
- RPM مجاز: ۱۲۰۰۰
- نوع اتصال: تماس دوگانه با سفتی بسیار بالا
ویژگیها: مناسب برای کاربردهای با دقت بالا در ماشینکاری سرعت بالا، حساس به خطای نصب و شرایط محیطی.
- ایدهآل برای ماشینکاری با سرعت بالا، مناسب هوافضا و قالبسازی
HSK-A100 – صنعتی و سنگینوزن
RPM حدود ۹۰۰۰، نیروی گیره تا ۵۰ kN
- عملکرد ممتاز در محیطهای با بار دینامیکی شدید، ولی هزینهبر
BT50 و BT40 – تعادل میان سرعت و سختی اتصال

تیپرهای BT که بیشتر در سیستمهای آسیای شرقی رایج هستند، ساختار متقارن و اتصال دقیق بدون انحراف دارند. این تیپرها، بهویژه BT50، در فرآیندهایی با نیاز به تعادل میان سرعت و پایداری دینامیکی استفاده میشوند. BT40 برای کاربردهای نیمهسنگین مناسب است و در ترکیب با ابزارگیرهای دقیق، عملکرد بالایی در فرآیندهای قالبسازی دارد. این تیپرها معمولاً با سیستم کشش میلهای و مکانیزم قفل مرکزی کار میکنند.
BIG PLUS – تکنولوژی تیپر دوبل برای حذف لقی کامل
تیپر BIG-PLUS یک استاندارد ترکیبی پیشرفته است که در آن تماس دوگانه (شعاعی + محوری) در سطح تیپر و فلنج همزمان برقرار میشود. این تکنولوژی باعث حذف کامل لقی، افزایش پایداری در دورهای بالا، و دقت سطح فوقالعاده در ماشینکاریهای نهایی میشود. در سیستمهای پیشرفته که دقت زیر میکرون مورد نیاز است، BIG-PLUS در ترکیب با ابزارگیرهای الکترومغناطیسی استفاده میشود.
DIN – دقیق و با تمرکز بالا

تیپر DIN (Deutsches Institut für Normung) یکی از استانداردهای آلمانی بسیار دقیق در حوزه اتصالات ابزار است که عمدتاً در ماشینهای CNC اروپایی کاربرد دارد. این استاندارد با تمرکز بر تلرانسهای بسیار محدود و همراستایی بالا بین ابزارگیر و اسپیندل، برای کاربردهایی با دقت بالا و ارتعاش کم بسیار مناسب است. تیپرهای DIN در سایزهای مختلف (مانند DIN 69871) در ماشینابزارهای CNC فرزکاری سنگین و دقیق در صنایع هوافضا و قالبسازی کاربرد دارند.
KM – برای عملیات های با گشتاور بالا و جهت کاهش لقی
تیپر KM (Komet Modular) ساخت شرکت KOMET آلمان، نمونهای از سیستمهای مدولار اتصال ابزار است که برای عملیاتهای با گشتاور بالا و دقت نصب مجدد بالا طراحی شدهاند. این تیپرها معمولاً از طراحی مخروطی-پین استفاده میکنند و بهواسطه مکانیزم قفل مرکزی، ظرفیت بالایی در انتقال گشتاور و کاهش لقی محوری دارند. کاربرد آنها بیشتر در ماشینکاری سوراخهای عمیق و بورینگ دقیق است.
NT – ساده اما مقاوم
تیپر NT (National Taper یا NMTB Taper) یکی از قدیمیترین استانداردهای آمریکایی در سیستم اتصال ابزار به اسپیندل است که از دهه ۱۹۵۰ میلادی استفاده میشود. این تیپر با زاویه مخروطی ۷/۲۴ مشابه BT و CAT، ولی با طراحی مکانیکی متفاوت در مکانیزم قفل ابزار و دنبالهدار بودن پیچ نصب، در ماشینهای کلاسیک و نیمهمدرن CNC در صنایع سنگین کاربرد دارد. این تیپر به دلیل ساختار ساده ولی مقاوم، هنوز در بسیاری از خطوط تولید کارگاهی مورد استفاده قرار میگیرد.
ارزیابی دقیق انواع تیپر در این بخش نهتنها بر اساس مشخصات کاتالوگی، بلکه با استناد به دادههای تجربی مهندسی، تحلیل المان محدود (FEA) و نتایج آزمایشگاهی منتشرشده در مقالات معتبر مکانیک و مهندسی تولید، انجام شده است.
۴. تحلیل پارامترهای انتخابی برای مهندسین
انتخاب تیپر مناسب برای استفاده در Angle Head مستلزم تحلیل چندبعدی است که فاکتورهای زیر را شامل میشود:
- نوع عملیات: پرداخت نهایی یا ماشینکاری با نرخ باربرداری بالا
- طراحی قطعه: فضای آزاد، شکل مقطع، محدودیتهای هندسی
- شرایط محیطی: ارتعاش، دما، رطوبت و گردوغبار
- تجهیزات موجود: ظرفیت اسپیندل، نوع ابزارگیر، کنترلر CNC
- ملاحظات اقتصادی: هزینه اولیه، نگهداری، موجود بودن لوازم یدکی
۵. جدول مقایسهای استانداردهای رایج تیپر
| تیپر | زاویه مخروطی | ساختار قفل | کاربرد اصلی | مزیت کلیدی | معایب احتمالی |
|---|---|---|---|---|---|
| DIN | 7/24 | Pull Stud | CNCهای اروپایی دقیق | تطابق با HSK و SK | محدودیت در سرعت بالا |
| KM | ترکیبی (پین-مخروطی) | قفل مرکزی | بورینگ، سوراخکاری عمیق | گشتاور انتقالی بالا | قیمت بالا |
| SK | 7/24 | Pull Stud | فرزکاری صنعتی آلمان | ثبات در بار جانبی | نیاز به سیستم انحصاری |
| NT (NMTB) | 7/24 | پیچ و دنباله | ماشینهای کلاسیک | ساختار مقاوم و ساده | وزن زیاد، عدم تطابق با سیستمهای مدرن |
| BT | 7/24 | Pull Stud دوطرفه | CNCهای آسیایی | پایداری و سرعت مناسب | حساسیت به دقت نصب |
| CAT | 7/24 | Pull Stud | CNCهای آمریکایی | انعطاف در کاربرد | لرزش در دور بالا |
| HSK | سطح-مخروطی | فشار داخلی | ماشینکاری با سرعت بالا | استحکام بالا، بالانس عالی | نیاز به شرایط دقیق نصب |
| BIG-PLUS | 7/24 + تماس سطحی | دوتایی (مخروطی+سطحی) | فرزکاری با دقت بالا | هممحوری عالی | گرانقیمت |
جدول مقایسهای ویژگیهای عملکردی استانداردهای تیپر
نمودار زیر ویژگیهای عملکردی مانند «دقت موقعیتیابی»، «ظرفیت انتقال گشتاور» و «مناسبت برای سرعتهای بالا» را در میان تیپرهای رایج مقایسه میکند. مقیاسبندی بین ۱ (کمترین) تا ۵ (بالاترین عملکرد) صورت گرفته است.
| استاندارد تیپر | دقت موقعیتیابی | گشتاور انتقالی | عملکرد در دور بالا |
|---|---|---|---|
| DIN 69871 | 5 | 4 | 3 |
| KM | 5 | 5 | 4 |
| SK | 4 | 4 | 3 |
| NT (NMTB) | 3 | 3 | 2 |
| BT | 4 | 4 | 4 |
| CAT | 4 | 3 | 3 |
| HSK | 5 | 5 | 5 |
| BIG-PLUS | 5 | 5 | 4 |
۶. نمودار عملکردی تعدادی از تیپرها بر اساس RPM
RPM (x) →
| HSK-A63 ████████████████████ ۱۲۰۰۰
| HSK-A100 ███████████████ ۹۰۰۰
| SK40 ███████████ ۸۰۰۰
| CAT40 █████████ ۶۰۰۰
| CAT50 ██████ ۵۰۰۰
+--------------------------------------------
۰ ۳۰۰۰ ۶۰۰۰ ۹۰۰۰ ۱۲۰۰۰
۷. دستورالعمل نصب و همراستاسازی پیشرفته
برای دستیابی به عملکرد بهینه Angle Head با تیپر مناسب، اجرای مراحل زیر توصیه میشود:
- استفاده از اندیکاتور لیزری برای ارزیابی خطای زاویهای نصب
- تنظیم دقیق گشتاور پیچها با ابزار دیجیتال کالیبرهشده
- پایش ارتعاش با آنالایزر طیفی و ثبت رفتار دینامیکی سیستم
- بررسی همراستایی تیپر و ابزارگیر با گیجهای زاویهسنج دیجیتال
۸. نگهداری هوشمند و پیشنگر با فناوری Industry 4.0
- بهرهگیری از سنسورهای دما، لرزش و رطوبت برای تحلیل وضعیت
- اتصال به سیستمهای CMMS برای برنامهریزی سرویس دورهای
- تحلیل دادهها با الگوریتمهای یادگیری ماشین جهت پیشبینی خرابی
- استفاده از روانکاری هوشمند با کنترل شرایط اصطکاک و ویسکوزیته
۹. الزامات ایمنی و استانداردهای بینالمللی
- استفاده از حفاظهای چندمرحلهای مطابق ISO 23125 و ISO 12100
- الزامات طراحی ایمن ابزارگیر طبق EN ISO 16090-1
- انطباق با دستورالعملهای ANSI در ابزارهای CAT
- اجرای ارزیابی ریسک جامع بر پایه دستورالعمل OSHA و CE Marking
۱۰. نتیجهگیری و مسیر آینده
توسعه Angle Headها با قابلیت استفاده از تیپرهای بهینه و هوشمند، گامی در راستای افزایش بهرهوری، دقت، و پایداری سیستمهای تولیدی است. در آینده، نسل جدیدی از تیپرها با ویژگیهایی همچون قابلیت خودتنظیمی، پایش بلادرنگ، پوششهای نانوکامپوزیتی و سازگاری با فناوریهای مبتنی بر IoT، میتوانند انقلابی در حوزه ابزارهای ماشینکاری ایجاد نمایند.
جهت مشاهده انواع انگل هدها در فروشگاه ادات می توانید بر روی کلمه خرید انگل هد کلیک بفرمایید.
محصولات مرتبط
-

انگل هد AG30-ER32
تومان298,272,000 -
انگل هد AG45-ER25
تومان210,651,000 -
انگل هد AG45-ER32
تومان280,814,000 -
انگل هد AG60-ER25
تومان238,650,000





